- ��������������3RW4445-6BC44
��ϸ��Ϣ
Ʒ���������� �ͺ���3RW4445-6BC44 �ӹ��������� ��;��ֱ���� �������2 A ���ѹ��2 V ʹ�õ����2 ��Ʒ��֤��2 ��������������3RW4445-6BC44 SIRIUS ������ 400 V ʱ��ֵ��40 °C ����313 A��160 kW �� 3��542 A��315 kW 200 - 460 V AC��230 V AC �ݶ�����
�Ϻ������Զ����豸����˾�����Ӵ�����
24Сʱ��ϵ
�� �� �� �� QQ�� ---
ֱ������ �� ����
�� �棺
�� ϵ �ˣ� �� ��
���أ��¹�
��װ��ȫ��ԭװ
�ʱ����������ӳ���Ҫ����һ�꣨��Ϊ���س��⣩
������ʽ����17%��ֵ˰�����ÿ�ݷ�ʽ��������ȫ�����ء�
�ҹ�˾Ϊ�����Ӳ�Ʒ���۵㣬���۲�Ʒ��Ϊȫ��ԭװ���ҹ�˾��*�ļ�������ʦ�������Ű�װ���ԣ��ṩ����֧�ֵȷ���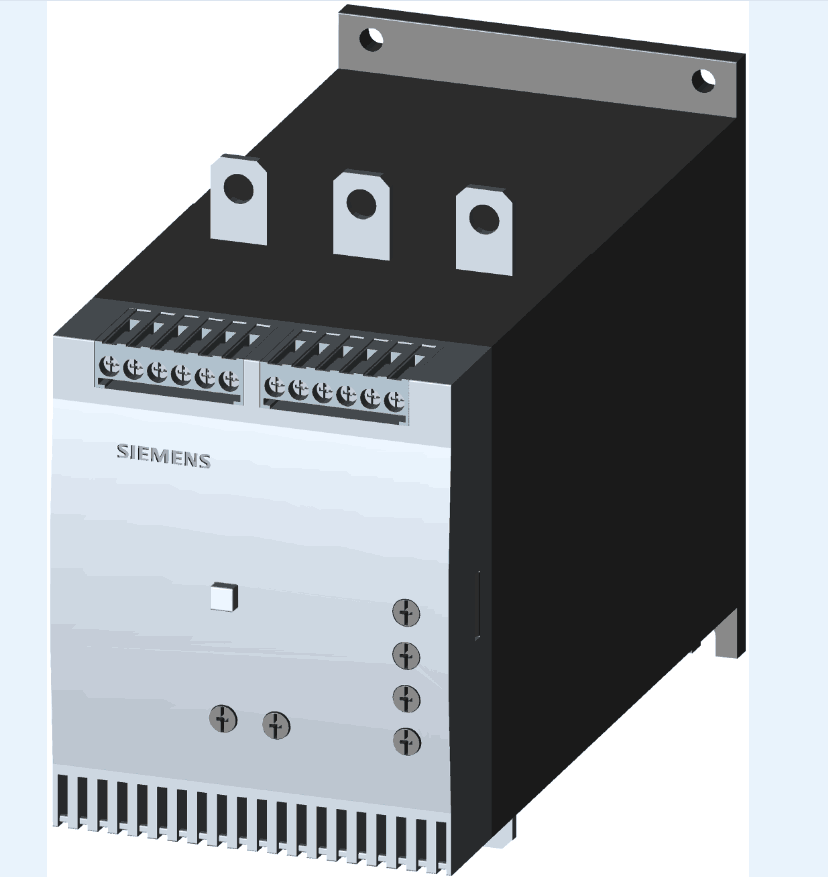
������3RW4445-6BC44SIRIUS 3RW30 ������ͨ���ɱ���λ���ƽ����˵����ѹ��������ӿ�ѡ��Ŀ�ʼ��ѹ��б��ģʽ��������Դ��ѹ����ʱ����Щ�豸������ת���Լ����������ɷ�ֱֹ������-��������ʱ�����ij������������е���غ͵�Դ��ѹѹ���ܹ��ɿ��ĵõ����͡�
�������������豸��Ӧ����������ĥ�������������ʱ��ϳ�����ѡ����ֵ��ζ���������ɵ���������������Ӧ�õ������Ҳ�����-���������������ھ��й̶���ѹ�ȵ�����������
SIRIUS 3RW30 �������ڶԿռ�����С�Ͼ���ͻ�����ԡ�����ʽ��ͨ������ζ�ŵ�����ڽ���ʱ���迼�ǹ��ʰ뵼�壨��բ�ܣ��Ĺ��ġ��Ӷ�����������ʧ��ʹ��Ƹ��ӽ��գ��������ⲿ��ͨ��·��
���ṩ�����ͺŵ� SIRIUS 3RW30 ��������
-
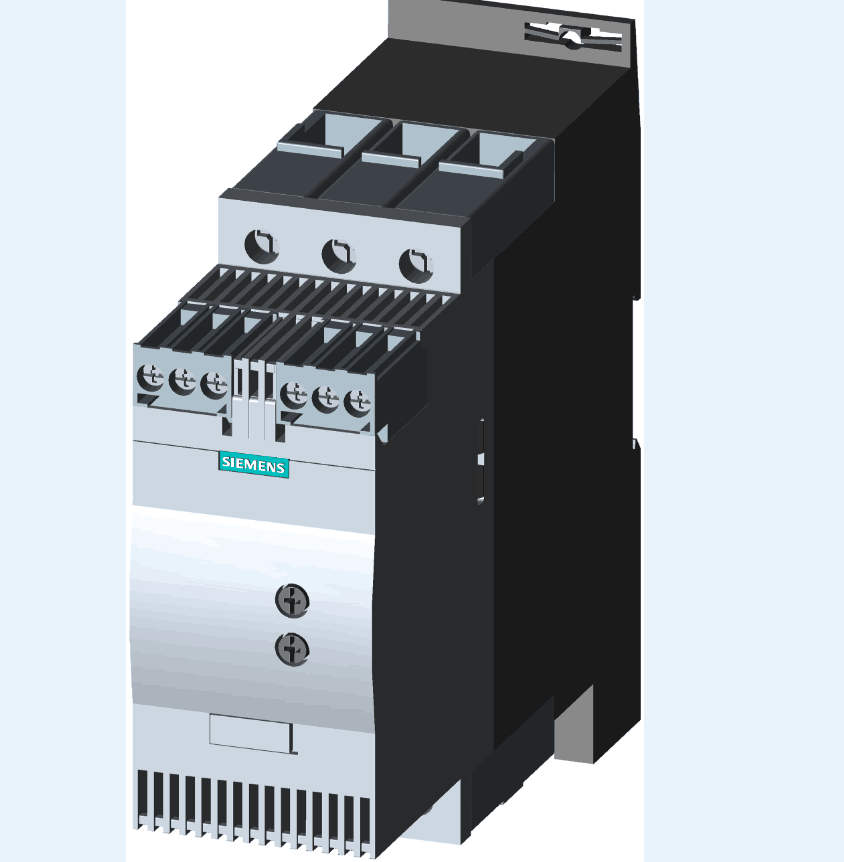
���ͺ����ڶ�������������� S00��S0��S2 �� S3����������ͨ�Ӵ�ϵͳ
-
�ͺ����� 22.5 mm ����ڵĶ���������������ͨ
��������ʴ� 55 kW��400 V ʱ������������������еı�Ӧ�á��ÿ����������гߴ�С�����ĵͺ����ڵ��Ե��ŵ㡣
������
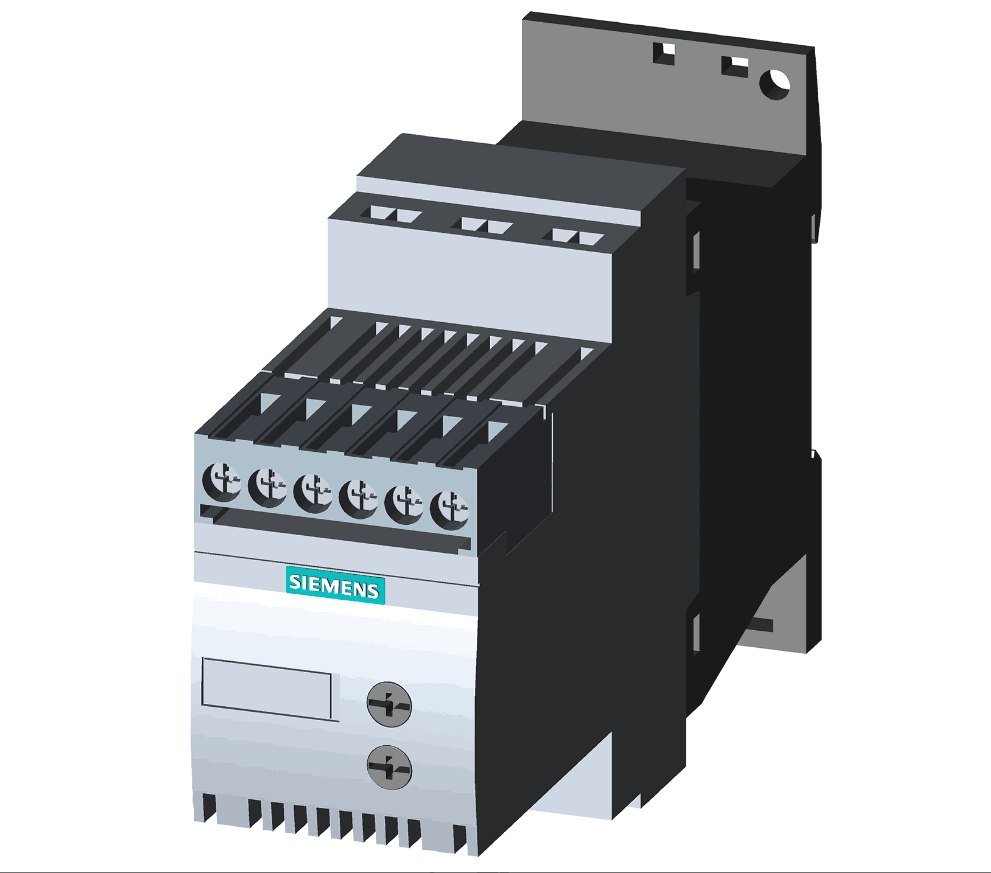
������ SIRIUS 3RW30 ����������Ŀռ��Ϊ���ڱȽ϶ֵ wye-delta �ĽӴ�������ռ������֮һ���ⲻ����Լ�˿��ƹ�ͱ���װ����Ŀռ䣬����ȫʡȥ�� wye-delta ��������IJ��߹���������ڸߵ���ֵ��Ϊ���ԣ���Щ�߶ֵ���������������������
ͬʱ�����������͵������ĵ��´��������ٵ����������յ����γߴ硢����ʱ�䡢���ߺͿ��ٵ���ʹ���������������Եijɱ����ơ�
��Щ����������ͨ�����ڹ���ʱ��һ�����ɹ�̬��ϵͳ�������Ӷ��ڹ���ʱ�ɷ�ֹ����ͨ������ƻ�������Ȧ�������������������ɵĶ��ݵĿ��Ƶ�ѹ���ϡ���е����������صIJ���ȱ�ݡ�
���豸ϵ�в���“����ƽ��”���Ʒ��������ڱ���������Ƶ��������е�ֱ�����������������������������������������λ�ص��ĵ���������δ�ܿ��Ƶ���λ����Ҳ�ǵ��µ����������������ǶԳƷֲ�������ԭ������Ȼ����Ӱ�죬���ڴ����Ӧ�����Բ��ɺ��ӡ�
���ƹ��ʰ뵼�岻�����²��Գƣ�����ѹ���ڵ����ѹֵ�� 50 % ʱ��������֮ǰ�ᵽ��ֱ�������������ص�������������Щ�������Ŀ��Ʒ���ʡȥ��������λ��ֱ������������ֹ�˿��ܲ������ƶ�Ť�ء�
�÷������������ٶȡ�Ť�غ͵���������һ�µĵ�������Ӷ���ʵ�ֵ���Ļ���������ͬʱ��������������������������������ӽ�����ͨ����������ڼ䲻ͬ���벨�����ij����Ķ�̬Э���;�����ʵ�֡��������Ϊ“����ƽ��”��
EnlargeSIMOTION IT DIAGͨ��SIMOTION ƽ̨�еļ��� Web �����Լ�ͨ�� Web ���ɵĸ������ݣ��������̺��û�����ʹ���κθ�����̬���ߣ��������ɷ���ض������������е��ԡ��ض���Ϻ�ά����
ͨ��һ�����ɵ���̫���� PROFINET �ӿڣ�SIMOTION ƽ̨ C��D �� P �����ⲿ��������ͨѶ������ʹ�� SCOUT ������̬ϵͳ��Ϊ�ˣ���ʹ�� HTTP��TCP/IP �� HTML �ȱ�������������ͨ������ֱ��������������������ʹ��һ����ȫ���ӣ��� VPN ��������ͨ�� Internet �����������������ؽ�Ҫ��
To the top of the page
SIMOTION IT – �ŵ㣺
������������ߣ��ɿ�����������������
���ٷ��ֺͽ������
Զ�̵��������Ķ�
Զ��ִ���Ż��Ͳ���
��Ϻ�ά�����ӿ��٣���ͨ�����ַ��ʷ�ʽ����ȡ���������ά�����ݣ�
��ͨ����ȫ Web ���ʣ����蹤����̬���ߣ�����ȡ�汾��������ϵͳ״̬�����桢����ʹ���ʣ�
������3RW4445-6BC443RW4445-6BC44
SIRIUS SOFT STARTER,
- ��Ʒ��Ϣϸ��
- ��������
- CAx����
��������
SIRIUS ������ 400 V ʱ��ֵ��40 °C ����313 A��160 kW �� 3��542 A��315 kW 200 - 460 V AC��230 V AC �ݶ����� �ۺϼ������� ��ƷƷ������ SIRIUS ��Ʒװ�� �� ���ɵķ�·�Ӵ�ϵͳ �ǵ� �� �ɿع�Ԫ�� �ǵ� ��Ʒ���� �� �豸���ұ��� �ǵ� �� ������ر��� �ǵ� �� ����������������ֵ �ǵ� �� �ⲿ�ĸ�λ �ǵ� �� �ɵ��ڵĵ������� �ǵ� �� �����ǻ�· �ǵ� ��Ʒ��� ����ƶ������ �ǵ� �ο���ʾ ���� DIN EN 61346-2 Q �ο���ʾ ���� DIN 40719������ IEC 204-2 ������ ���� IEC 750 G ��������ѧ ��Ʒ���� �������� �������� �� 40 °C ʱ �ⶨֵ A 313 �� 50°C ʱ �ⶨֵ A 280 �� 60 °C ʱ �ⶨֵ A 250 �������� ���ڽ������ �����ǻ�·�� �� 40 °C ʱ �ⶨֵ A 542 �� 50°C ʱ �ⶨֵ A 485 �� 60 °C ʱ �ⶨֵ A 433 ����Ļ�е���� ���ڽ������ �� 230 Vʱ — ������ʱ 40 °C ʱ �ⶨֵ W 90 000 — �����ǻ�·�� 40 °C ʱ �ⶨֵ W 160 000 �� 400 V ʱ — ������ʱ 40 °C ʱ �ⶨֵ W 160 000 — �����ǻ�·�� 40 °C ʱ �ⶨֵ W 315 000 ����Ļ�е���� [hp] �������ཻ����� 200/208 V ʱ ������ʱ 50°C ʱ �ⶨֵ hp 75 ����Ƶ�� �ⶨֵ Hz 50 ... 60 ��Ը����� ����Ƶ�ʵ� % -10 ��������� ����Ƶ�ʵ� % 10 ������ѹ ������ʱ �ⶨֵ V 200 ... 460 ��Ը����� ������ѹ ������ʱ % -15 ��������� ������ѹ ������ʱ % 10 ������ѹ �����ǻ�·�� �ⶨֵ V 200 ... 460 ��Ը����� ������ѹ �����ǻ�·�� % -15 ��������� ������ѹ �����ǻ�·�� % 10 *����ΪI_M��% % 8 �ɵ��ڵķ������Ķ���� ���ڷ��������ر��� *С�ֵ A 62 ������������ [Ie �� %] 40 °C ʱ % 115 ��Ĺ��� [W] ���ڹ������� 40 °C ʱ �����ڼ� ���� W 145 ���ӿ����豸 ��ѹ���� ���������ѹ�� AC ���������ѹƵ�� 1 �ⶨֵ Hz 50 ���������ѹƵ�� 2 �ⶨֵ Hz 60 ��Ը����� ���������ѹƵ�ʵ� % -10 ��������� ���������ѹƵ�ʵ� % 10 ���������ѹ 1 AC ʱ �� 50 Hz ʱ �ⶨֵ V 230 �� 60 Hz ʱ �ⶨֵ V 230 ��Ը����� ���������ѹ�� AC ʱ 60 Hz ʱ % -15 ��������� ���������ѹ�� AC ʱ 60 Hz ʱ % 10 ��ʾ��ʽ ���ڹ����ź� ��ʾ�� ��е���� ���� mm 210 �߶� mm 230 ��� mm 298 �������� ��˨�̶� װ��λ�� ���ڴ�ֱ��װƽ���+/-90°��ת�����ڴ�ֱ��װƽ���+/-22.5°��ǰ�������б �����ؼ�� ����ʽ��װ�� �� ���ϵ� mm 100 �� ����� mm 5 �� ���µ� mm 75 ���߳��� *��ֵ m 500 ���� ��������· 3 �ӿ�/���߶��� �������ӹ�� �� ��������· �������� �� ���ڸ����Ϳ��Ƶ�· ��˨���� ���մ������� ���ڸ������� 0 ������������ ���ڸ������� 3 ת�������� ���ڸ������� 1 �����ӵĵ��߽������� ���������� ���ڿ��ͽ��ߺ� ��ʹ��ǰ��ļӽ�λ��ʱ �� ϸо�ߵ� ���е���ĩ�˼ӹ� 70 ... 240 mm² �� ϸо�ߵ� ����ĩ�˼ӹ� 70 ... 240 mm² �� ��о�� 95 ... 300 mm² �����ӵĵ��߽������� ���������� ���ڿ��ͽ��ߺ� ��ʹ�ú���ļӽ�λ��ʱ �� ϸо�ߵ� ���е���ĩ�˼ӹ� 120 ... 185 mm² �� ϸо�ߵ� ����ĩ�˼ӹ� 120 ... 185 mm² �� ��о�� 120 ... 240 mm² �����ӵĵ��߽������� ���������� ���ڿ��ͽ��ߺ� ��ʹ����������λʱ �� ϸо�ߵ� ���е���ĩ�˼ӹ� *С2x 50 mm², max. 2x 185 mm² �� ϸо�ߵ� ����ĩ�˼ӹ� *С2x 50 mm², max. 2x 185 mm² �� ��о�� *��2x 70 mm², max. 2x 240 mm² �����ӵĵ��߽������� �� AWG ���ߴ� ���������� ���ڿ��ͽ��ߺ� �� ��ʹ�ú���ļӽ�λ��ʱ 250 ... 500 kcmil �� ��ʹ��ǰ��ļӽ�λ��ʱ 3/0 ... 600 kcmil �� ��ʹ����������λʱ *С2x 2/0, *��2x 500 kcmil �����ӵĵ��߽������� ���� DIN �����ն� ���������� �� ϸо�ߵ� 50 ... 240 mm² �� ��о�� 70 ... 240 mm² �����ӵĵ��߽������� ���ڸ������� �� ��о�ߵ� 2x (0.5 ... 2.5 mm²) �� ϸо�ߵ� ���е���ĩ�˼ӹ� 2x (0.5 ... 1.5 mm²) �����ӵĵ��߽������� �� AWG ���ߴ� �� ���������� 2/0 ... 500 kcmil �� ���ڸ������� 2x (20 ... 14) �� ���ڸ������� ϸо�ߵ� ���е���ĩ�˼ӹ� 2x (20 ... 16) ��ͼ2-16��ʾ������ë��Ϊφ45�L×120�L���ģ�����Ϊ45�֣����س������桢��Բ��
1���Զ����������������Ϊ���ջ�������צ�Զ��Ŀ��̼г�φ45��Բ��ʹ�����������80�L��һ��װ����ɴ־��ӹ���
���س������ʵ���������£�
1���������ͼ��Ҫ��ë�������ȷ�����շ������ӹ�·��
2�� ����˳��
�� �ֳ����漰φ40�L��Բ����1�L����������
�� ����φ40�L��Բ���ߴ硣
2��ѡ������豸
�������ͼ��Ҫ��ѡ�þ��������س������ɴﵽҪ��ѡ��CK0630��������ʽ������
3��ѡ��
���ݼӹ�Ҫ��ѡ�����ѵ��ߣ�T01Ϊ90°�ֳ�����T03Ϊ90°��������ͬʱ�����ѵ����Զ����������ϰ�װ�ã��Ҷ��Ժõ��������ǵĵ�ƫֵ������Ӧ�ĵ��߲����С�
4��ȷ����������
���������ľ�����ֵӦ���ݸû������ܡ���ص��ֲᲢ���ʵ�ʾ���ȷ��������ӹ�����
5��ȷ����������ϵ���Ե���ͻ�����
ȷ���Թ����Ҷ����������ߵĽ���OΪ����ԭ�㣬����XOZ��������ϵ����ǰҳͼ2-16��ʾ�� �����ֶ����жԵ�������������ǰ����ܵ����س����Ե�����������ͬ���ѵ�O��Ϊ�Ե��㡣
�����������ڹ�������ϵ��X55��Z20����
6����д����(��CK0630����Ϊ��)
���û����涨��ָ�����ͳ���θ�ʽ���Ѽӹ������ȫ�����չ��̱�д�ɳ����嵥���ù����ļӹ��������£�
N0010 G59 X0 Z100 �����ù���ԭ��
N0020 G90
N0030 G92 X55 Z20 �����û�����
N0040 M03 S600
N0050 M06 T01 ��ȡ1��90°ƫ�����ֳ�
N0060 G00 X46 Z0
N0070 G01 X0 Z0
N0080 G00 X0 Z1
N0090 G00 X41 Z1
N0100 G01 X41 Z-64 F80 ���ֳ�φ40�L��Բ����1�L��������
N0110 G28
N0120 G29 ���ػ����� N0130 M06 T03 ��ȡ3��90°ƫ��������
N0140 G00 X40 Z1
N0150 M03 S1000
N0160 G01 X40 Z-64 F40 ������φ40�L��Բ���ߴ�
N0170 G00 X55 Z20
N0180 M05
N0190 M02
��������������3RW4445-6BC44 -
-
��Ӧ�̵����������Ϣ
�鿴����
-
 �Ϻ������Զ����豸����˾��ѯ����
�Ϻ������Զ����豸����˾��ѯ����
021-57643608
��������������3RW4445-6BC44
ҳ��۸�����ο�����������ϵ���������� �۸� - �R1 ̨
��223.00
- ��Ʒ�ͺţ�3RW4445-6BC44
- Ʒ �ƣ�������
- �� �� �أ��Ϻ�
- �������ڣ�2024-04-29
ѡ�� 1̨���� ��223.00 ������ -+�ϼƣ�1̨�ܼۣ�223.00Ԫ����ϵ��ʱ����˵���Ǵӹ����������ģ�лл���������Ƽ���Ʒ
 ��3981.00
��3981.00- ��2470.00
- ��1829.00
- ��1807.00
- ��1515.00
- ��1629.00
�Ϻ������Զ����豸����˾ �绰��021-57643608 �ֻ���15960736755 ��ַ�� �Ϻ����ɽ�����������������Ϊ������ƽ̨����������Ϣ�����ṩ�ߣ����٣�����վ���ͻ��˵ȣ���չʾ����Ʒ/����ı��⡢�۸��������Ϣ����ϵ�ɵ��̾�Ӫ�߷���������ʵ�ԡ�ȷ�ԺͺϷ��Ծ��ɵ��̾�Ӫ�߸��𡣹���������������Ʒ/����ǰע�������ʵ����������Ʒ/����ı��⡢�۸�������κ���Ϣ���κ����ʵģ����ڹ���ǰͨ����������̾�Ӫ�߹�ͨȷ�ϣ������ϴ��ں������̣��������ֵ��������κ�Υ��/��Ȩ��Ϣ�����ڹ�����ҳ����Ͷ��ͨ������Ͷ�ߡ�